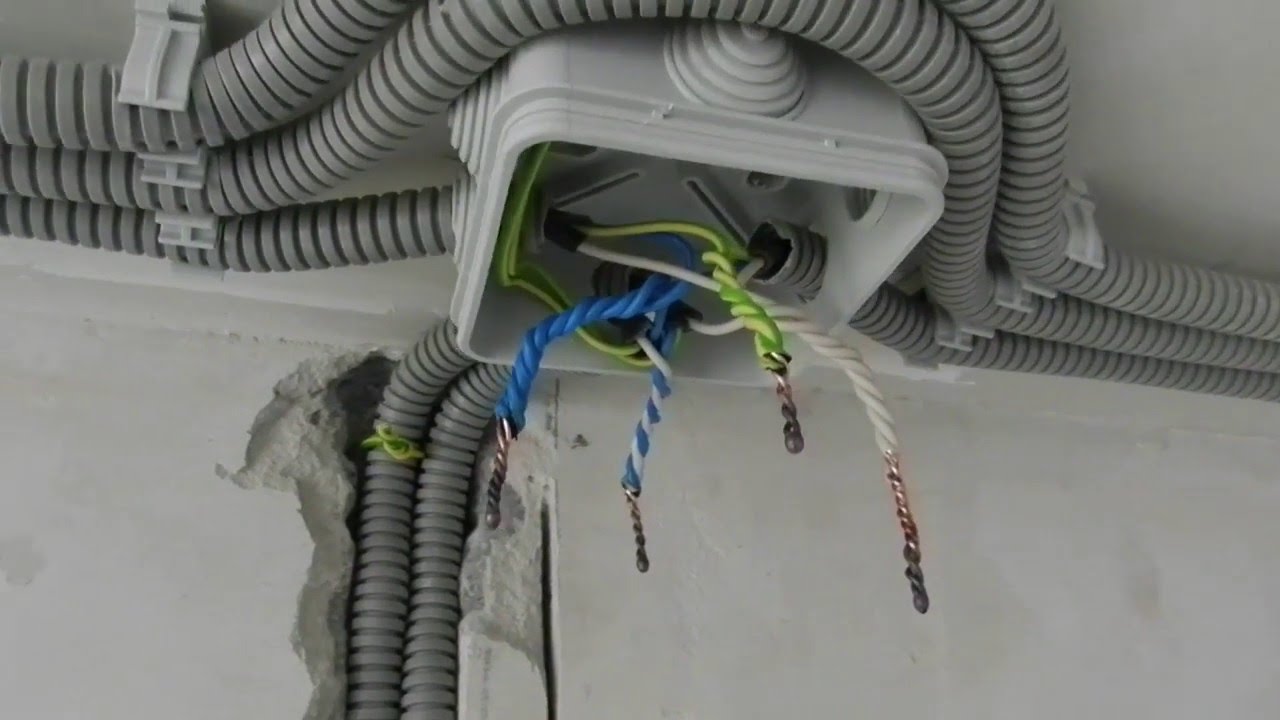
Kivétel nélkül minden kábelezési rajz biztosítja a kábelek és vezetékek elágazását és csatlakoztatását. Ehhez fém vagy polimer anyagból készült csatlakozó doboz további felszerelését igényli. Nem elegendő azonban a terv létrehozása, fontos ismerni a csavart huzalok forrasztási technológiáját az elosztó dobozban.
Mire szolgálnak a csatlakozók?
A csatlakozódobozok szükségességét nem szabad kétségbe vonni. Ennek ellenőrzéséhez olvassa el a szakemberek figyelmeztetéseit:
- A szerkezet telepítésének elmulasztása megsérti a szabályozási dokumentumokban foglalt szabályokat.
- Tűzbiztonság. Az RC-nek köszönhetően jelentősen csökken a rövidzárlat és a tűz valószínűsége, ennek oka a szerkezet szorossága.
- Az eszköz telepítése sok időt vesz igénybe, de a jövőben sokkal könnyebb lesz vezetékek frissítése, karbantartása, javítása és építése. Például, ha további aljzatot vagy kapcsolót kell telepítenie, a szükséges vezetékeket ki lehet húzni a csatlakozódobozból.
Általában csatlakozódoboz beszerelése szükséges. A telepítési technológia egyszerű, vezetékek összekapcsolásakor bonyolult lehet.
Általános kapcsolási szabályok
A forrasztási módszer megvalósítása hegesztésre hasonlít, csak egy átlagos forrasztópárat használnak, nem pedig elektródákkal ellátott inverteres készüléket. A vénák csavarása előtt ónozni kell. Ehhez a forrasztópályát melegítik, gyantába merítik, és többször tartják a szigeteléstől megtisztított helyek felett, amíg vöröses árnyalat meg nem jelenik.
A minőségi munka érdekében először ellenőrizze a forrasztópáka hegyét. Fontos, hogy tiszta. Ha a felület egyenetlen, szennyeződés halmozódik fel rajta, lehetetlen magas minőségű forrasztást előállítani. A szennyeződéseket egy reszelővel távolítják el, majd annak végét többször megvédik.
A forrasztás előnyei más csatlakozási módszerekkel szemben

A vezetékeknek a csatlakozódobozban történő csatlakoztatására számos módszer létezik, azonban a forrasztás és a hegesztés csak a minimális átmeneti ellenállás és a monolit csatlakozás szempontjából különbözik egymástól. Mindenki otthon forraszthatja a vezetékeket. A hegesztéshez tapasztalat szükséges és rendelkezésre áll egy speciális hegesztőgép.
A munka elvégzéséhez a következő eszközökre lesz szükség:
- fényáram;
- kés, amely a szigetelő anyag eltávolítására szolgál;
- forrasztani;
- oldalvágók;
- forrasztópáka;
- fogó vagy fogó;
- csiszolópapír.
Miután előzőleg nem készítette el a szükséges eszközöket és fogyóeszközöket, lehetetlen elkezdeni a munkát.
Forrasztási huzalok
A kábelek átalakítását és forrasztását a csatlakozódobozban több szakaszban végzik.
- A szigetelőréteg eltávolítása.
- A huzal eltávolítása a fém jellegzetes fényének megjelenése előtt.
- Szolgáltatás.
- Csavarás.
- Forrasztás.
- Elkülönítés
A vezető vezetők csatlakoztatása előtt meg kell vizsgálni, hogy mekkora hosszúság szükséges. A vezetékeket úgy vágják le, hogy forrasztáskor a végeket a csatlakozódobozon kívül helyezzék el. A munka végén a kívánt módon le vannak rakva.
A csatlakozódobozban lévő forrasztási huzalok nem lehetnek szorosak. A készlet ebben az esetben sem megfelelő.
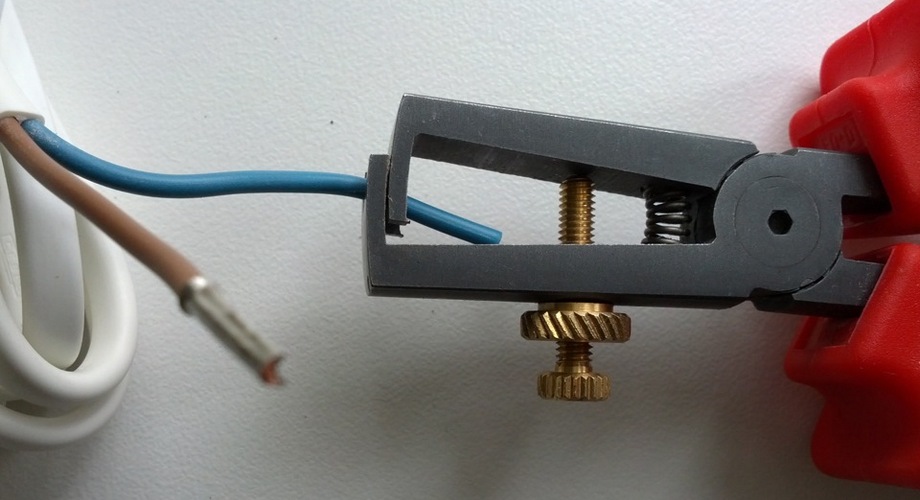
A szigetelőréteg eltávolításához speciális szerszámot használnak - sztriptíz vagy éles kés. Ha éles késsel dolgozik, a mozgásoknak egy ceruza gyalulására kell hasonlítaniuk. Tilos a szigetelő réteget vágni fogóval vagy oldalsó maróval; kör alakú vágásokat nem szabad végezni. A keresztirányú sérülések a közeljövőben törést okoznak.
Forrasztásra szánt huzal esetében a szalag 1,5-3 cm-en belül változhat, a fordulók száma legalább 2.
A huzalokat a forrasztás elõtt alaposan meghámozzuk és őröljük úgy, hogy a huzalok felületén ne jelenjenek oxidok, amelyek akadályozzák a normál vezetõképességet és növelik az ellenállást. A már ónozott vezetékeket fogó vagy fogó segítségével csavarták meg.
A sodrott rézhuzalok dobozban történő forrasztása hasonló algoritmussal rendelkezik. A csavarnak szorosnak kell lennie, de nem szabad megfeszítve, különben a vezető huzalok végei egyszerűen eltörhetnek.
Végül a sodrott huzalokat forrasztjuk forrasztópákaval oly módon, hogy a forrasztott anyagot minden oldalán egyenletes réteg borítsa. A munka minősége teljes mértékben attól függ, hogy a végeket megtisztították-e.
Forrasztópáka teljesítményének kiválasztása
 A magas színvonalú munka elvégzéséhez meglehetősen erős forrasztópáka szükséges, legalább 65 watt. Ez különösen fontos a rézhuzalokkal történő munkavégzés során, mivel a réz jó hővezető, ezért eltávolítja a hőt a forrasztási pontból. Ha az eszköz teljesítménye nem elegendő, ez "hideg forrasztáshoz" vezethet - a forrasztógép nem egyenletesen takarja el a forrasztott területet, és az erőssége alacsony lesz.
A magas színvonalú munka elvégzéséhez meglehetősen erős forrasztópáka szükséges, legalább 65 watt. Ez különösen fontos a rézhuzalokkal történő munkavégzés során, mivel a réz jó hővezető, ezért eltávolítja a hőt a forrasztási pontból. Ha az eszköz teljesítménye nem elegendő, ez "hideg forrasztáshoz" vezethet - a forrasztógép nem egyenletesen takarja el a forrasztott területet, és az erőssége alacsony lesz.
A készüléknek optimálisan melegítse a helyet legalább egy percig, a forrasztás felületének a munka végén sima legyen, egyenletes fényű.
Forrasztás típusa
Forrasztók széles választéka létezik, a legfontosabbkat a táblázat tartalmazza.
| Forrasztási jel | Szerkezet (%) | Szakítószilárdság (kg / mm) | Olvadási hőmérséklet | Alkalmazás |
| POS-30 | Ólom - 70
Ón - 30 |
3,2 | 266 | Acélból, rézből és ötvözeteikből készült alkatrészek forrasztására és ónozására |
| POS-40 | Ólom - 60
Ón - 40 |
3,8 | 238 | Galvanizált acélból készült rádióberendezések érintkezőinek és alkatrészeinek forrasztására és őrlésére |
| POS-90 | Ólom - 10
Ón - 90 |
4,9 | 220 | Orvosi műszerek és fémszerszámok forrasztására és ónozására |
| POS-61M | Réz - 2
Ólom - 37 Ón - 61 |
4,5 | 192 | A nyomtatott vezetők és rézhuzalok forrasztásához és ónításához |
| POS-61 (tercier) | Ólom - 39
Ón - 61 |
4,3 | 190 | Bronzból, sárgarézből és rézből készült, feszes varratokkal ellátott alkatrészek ónozására és forrasztására |
| POSV-33 | Bizmut - 33,3
Ólom - 33,3 Ón - 33,3 |
– | 130 | Szilárd varrattal, állandóból, sárgarézből és rézből készült alkatrészek forrasztására |
| POSV-50 (ötvözet rózsa) | Bizmut - 50
Ólom - 25 Ón - 50 |
– | 94 | Túlmelegedésre hajlamos alkatrészek megmunkálásához |
| Alloy d Arce | Bizmut - 45,3
Ólom - 45,1 Ón - 6,9 |
– | 79 | Biztosítékok gyártásához, öntéséhez és a túlmelegedésre érzékeny alkatrészek forrasztásához |
| Fa ötvözet | Kadmium - 12,5
Bizmut - 50 Ólom - 25 Ón - 12,5 |
– | 68,5 | Egy fontos tulajdonság mérgező. Biztosítékok gyártására, öntésre és a hőhatásokra érzékeny alkatrészek forrasztására tervezték |
Az utolsó három osztály alacsony olvadáspontú és alacsony ötvözet-szilárdságú.
Oxidációs védelem

A forrasztóhely oxigénnel történő oxidációjától való megóvására fluxust alkalmaznak. Rézel történő munkavégzés során a következőket használják leggyakrabban:
- Kolofon, csak fenyőgyantát tartalmaz.
- Az LTI-120 tartalmaz trietanol-amint (1-2%), anilin-hidrokloridot (3-7%), etil-alkoholt (66-73%), gyantát (20-25%).
- Az alkoholos gyanta összetétele etil-alkoholt (60-70%) és gyantát (30-40%) tartalmaz.
A fluxus legegyszerűbb, legolcsóbb és ugyanakkor általános változata a rendes gyanta. Az egyetlen nehézség, amely egy anyaggal való munka során felmerülhet, az aggregáció szilárd állapota.
Forrasztási és ónozási technológia

Forrasztás vagy ónhuzal megkezdésekor fontos, hogy a huzalokat vízszintesen helyezze el úgy, hogy a forrasztópáka hegye akadály nélkül érintkezzen az összes oldalával. Néhány "szakértő" azt javasolja, hogy a vezető vezetékeket függőlegesen helyezzék el, de ez nem éri meg, mivel a forrasztási cseppek elterjedhetnek.
A konzerválás előtt a huzalokat forrasztópázzal melegítik, és ezzel párhuzamosan egy darab gyantával érintkeznek a melegítés helyén, amíg az meg nem olvad. Folyékony folyadékot használva azt először a fűtés megkezdése előtt alkalmazzák. Az ónozás után a huzalokat megcsavarják.
A forrasztástechnika kissé eltér, mivel itt több forrasztásra van szükség. A vezető huzalokra fluxust vezetünk, és forrasztópáka segítségével melegítjük, amíg az olvadék csepp egyenletesen eloszlik. Ha szükséges, az eljárást meg lehet ismételni.
Forrasztás égetővel és tégelyvel

Ha nagy a munkadarab, akkor érdemes tégelyeket használni, amelyek üreges fém hengerek, amelyek fogantyúval vannak felszerelve az olvadt forrasztáshoz. Ez az eszköz melegíthető gázégővel vagy fúvókaként egy erős forrasztópákon.
A kapacitás kis mennyiségű olvadt forrasztást tartalmaz, míg fagyás közben az ember több csavarást is képes elkészíteni.
Elővigyázatossági intézkedések
A munka során óvatosan kell eljárni, mivel az olvadt forrasztás a bőrrel való érintkezéskor súlyos égési sérüléseket okozhat. Minden forrasztóanyag márka ólmot tartalmaz, amelynek gőzei mérgezőek az emberekre. A mérgezés elkerülése érdekében légzőkészüléket kell dolgozni.
Drótok forrasztásakor tilos savtartalmú aktív folyadékok használata, mivel a munka befejezése után teljes eltávolítást igényelnek. A fluxusmaradványok pusztító hatást gyakorolnak minden anyagra, különösen a forrasztósav és a cink-klorid agresszív a rézre.
A munka általában nem okozhat nehézségeket, a lényeg az, hogy előre megismerkedjen a végrehajtási technológiával, elkészítse az összes fogyóeszközt és szerszámot.


