A fűtőcsövek hegesztése a háztartási és ipari kommunikáció összeszerelésének fő módja. Az ilyen típusú csatlakozások nem igényelnek karbantartást, például ragasztott vagy menetes, hanem állandó hő- és mechanikai igénybevételnek vannak kitéve. Ennek alapján gondosan kiválasztania kell az eszközöket, anyagokat, és gondosan be kell tartania a hegesztés technológiáját. A fémcsatlakozási szabályok megsértése repedések megjelenéséhez és a korrózió kialakulásához vezet. Ha azt tervezi, hogy ezt az eljárást saját kezével hajtja végre, akkor meg kell értenie, hogy milyen módszerekkel hegesztik a hevítést, valamint a professzionális technikákkal, hogy kiváló minőségű és tartós eredményt érjen el.
Szerszámkészlet és felszerelés

Az elektromos fűtőcsövek hegesztése az előkészítő fázissal kezdődik:
- A mester felkészítése. A munkahelyet megfelelő módon fel kell szerelni, biztosítani kell a biztonsági intézkedések betartását, és ha szükséges, olvassa el újra a berendezések és anyagok kezelésére vonatkozó utasításokat. A csövek elektromos hegesztéssel történő hegesztéséhez védőeszközökre van szükség. Ezek közé tartozik egy speciális tűzálló öltöny (nadrág, dzseki, sapka sapkával), maszk, cipő és nadrág. Gondoskodni kell a megfelelő szellőzésről.
- Szerszámok és anyagok előkészítése. Figyelembe kell venni minden apró dolgot, mivel ettől függ a munka kényelme és a végeredmény minősége.
A fűtés hegesztéséhez az alábbi eszközökre és eszközökre van szükség:
- hegesztőgép tartalék tartóval;
- daráló vágó- és csiszolókorongokkal;
- fémkefe;
- különböző szemcsés csiszolópapír;
- kalapács;
- elektródakészlet;
- satu;
- bilincsek;
- acél vagy azbeszt-cement lemezek, amelyek megóvják a falakat a fém- és koromcseppektől;
- ponyva, hogy takarja a padlót.
A csövek elektromos hegesztéssel történő hegesztése előtt ellenőrizni kell a pajzsban lévő kábelek, aljzatok és automatikus eszközök megfelelőségét az előkészített készülék jelzőfényeihez. Ezeknek elég nagy teljesítményűeknek kell lenniük, hogy ellenálljanak a nagy terhelésnek, amelyet még a háztartási berendezések is okoznak.
Műanyag csőhegesztő technológia

A polipropilén fokozatosan kiszorítja az acélt, mivel viszonylag alacsony költséggel számos pozitív tulajdonsággal rendelkezik. A műanyag csővezetékeket nagy nyomáshoz tervezték, könnyűek, sima belső falak és kiváló megjelenésűek. A csővezeték azonban hatékonyan teljesíti funkcióit, ha az összes csatlakozás erős és szoros. Nem szabad megfeledkezni arról, hogy 110 ° C feletti melegvíz átvezetésekor a polimer puhavá válik, és mérete növekedni kezd. Ezért a fűtés beszereléséhez csak üvegszállal vagy alumínium fóliával megerősített termékeket használunk.
A linkek összekötéséhez speciális forrasztópárat használnak. Az eszköz kétoldalas, a fúvóka egyik végén a külső, a másik pedig a párosító részek belső melegítéséhez.
Összekapcsolásukhoz a következő szerelvényeket kell használni:
- tengelykapcsolók;
- adapterek;
- szögek;
- póló;
- keresztezéséből;
- menetes karimák a fűtőelemhez történő csatlakoztatáshoz.
A polipropilén kommunikáció forrasztásakor a diffúzió elvét alkalmazzák a hevítés hatására. A szomszédos láncok szélei megolvadnak, az anyag keveredik és monolit vegyületet képez.
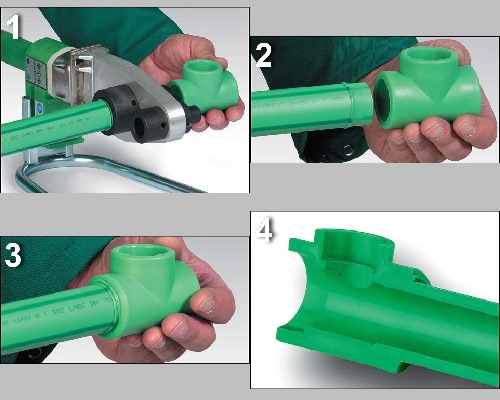
A polimer alkatrészek hegesztési eljárását a következő módszerrel hajtják végre:
- Fűtési rendszer csővezetékének elkészítése.
- Bizonyos hosszúságú munkadarabok fűrészelése. Javítás történik a csövek merítésének az illesztési lyukakba történő bemerítésének mennyiségéhez és maguknak a szerelvényeknek a méreteihez.
- Melegítse a forrasztópárat, amíg a zöld jelzőfény kigyullad. Ez azt bizonyítja, hogy az összeszerelés megkezdődhet.
- Alkatrészek rögzítése a készülékhez a megfelelő átmérőjű fúvókákra. Fűtni kell azokat a táblákat, amelyek szerint a berendezés felszerelt.
- Cső- és csatlakozócsatlakozás. Ez szigorúan egy irányban történik, amíg a belső rész a szerelvény reteszelő kiemelkedésével szemben nem ütközik. Lehetetlen a termékeket megfordítani, oda-vissza mozgatni. A dokkolási szög szerinti korrekció megengedett.
- Lehűlés. A csuklót statikus helyzetben kell ellenállni, amíg az a készülék használati útmutatójában szerepel. Csak akkor folytathatja az összeszerelést.
A fémmel ellentétben a polimer csöveknek függőleges és vízszintes futásokhoz támogatást kell nyújtani. 100-150 cm-enként a falra rögzítik műanyag távtartókkal. Az összeszerelés után a polipropilén kommunikáció nem igényel további befejezést és az azt követő karbantartást.
Fémcsőhegesztő technológia

A kapcsolat erős és szorosá tétele érdekében a telepítés előtt el kell készíteni a rendszer részleteit. Ellenőrizze a szélek egyenességét, lemetszi és őrölje meg a fémszelvényt 10 mm-re a vágástól. Ezt követően a megtisztított helyeket oldószerrel kell kezelni, hogy zsírtalanítsák azokat.
A csövek hegesztésére különféle célokra az alábbi bevonó összetételű elektródákat használják:
- rutilinsav (RA) - hideg és meleg víz telepítéséhez a kommunális szférában;
- rutil (RR) - nagy nyomáson működő fűtőrendszerek összeszereléséhez;
- rutila-cellulóz (RC) - nagy megbízhatóságot igénylő kötéseknél alkalmazható;
- univerzális (B) - minden típusú csővezeték összeszereléséhez a lakóépületben és a gyártásban.

Fémcsöveket főzhet az alábbi technológiák felhasználásával:
- Elektromos hegesztés. Ezt manuálisan vagy automatikus gépen hajtják végre. A működés elve egy rövidzárlatból fakadó elektronikus ív létrehozásán alapul. Ezt a folyamatot nagy mennyiségű hő mentesíti, ami a fém megolvadását okozza. Varrás létrehozásához olvadó vagy nem fogyó elektródákat használnak.
- Gázhegesztés. A csőcsatlakozások égő gáz hatására megolvadnak, egyidejűleg fém rávezetésével, amely egy kapcsoló funkcióját látja el. Egy monolit kötés alakul ki, amelynek homogén felépítése van a szomszédos részekkel.
- Hideg hegesztés. Ezt a módszert használják alacsony nyomású csővezetékek telepítéséhez vagy javításukhoz nehezen hozzáférhető helyekre. A módszer lényege, hogy egy kötszert körbetekernek a gyorsan rögzítő ragasztóval átitatott kopogás körül.
Az opció választása helyes, ha megfelel a rendszer és a hűtőfolyadék tulajdonságainak.
Hegesztési osztályozás

A hézagot különféle módon lehet főzni, a tervezési jellemzők és a feldolgozandó fém vastagsága alapján.
Van egy ilyen hegesztési osztályozás:
- Megjelenés szerint - lapos (normál), gyengült (konkáv) és megerősített (domború).
- Hosszában - szilárd (folyamatos, zárt), szakaszos (pontok, szegmensek szerint). A varratok hossza szerint rövidre (25 cm-ig), közepes (26-100 cm) és hosszú (több mint 101 cm) oszlik.
- Végrehajtással - vízszintes (függőleges szakaszokon), függőleges (vízszintes futásokon), mennyezet (amikor az illesztést alulról készítik), alsó (elektróda a varrás tetején).
- A jelenlegi erőfeszítés szerint - szárny (a tengely mentén), elülső (a tengely mentén), ferde (keresztben), kombinált (típusok kombinációja).
- A rétegek és átjárók száma szerint - egyrétegű (egy lépés) és többrétegű (több lépés).
A fűtőrendszer megfelelő telepítésével az összes fenti csatlakozás elkészíthető. Ha szükséges, a hegesztést a csövek belsejéből is elvégezzük.
A hegesztett kötések fő típusai
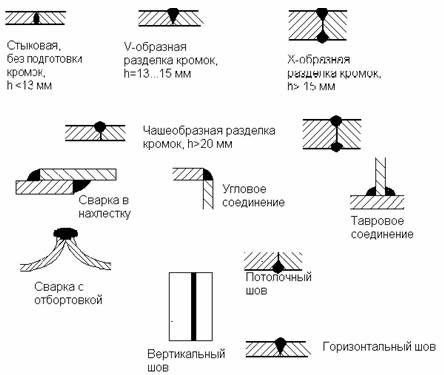
Az űrben való elhelyezkedésnél a varratokat a következő típusokra osztják:
- szög - az alkatrészek szögben vannak;
- Tauri - az elemek végének és oldalának összekapcsolása;
- tompa - a csövek egy síkban vannak összekötve;
- lelapolás - az alkatrészek átfedik egymást;
- a fragmensek oldalsó felszíne szomszédságában.
A munka során a mester kiválasztja az alkatrészek hegesztésének legkényelmesebb módszerét, amely a legmegfelelőbb és megfelel a műszaki feltételeknek.


